
焊罐/油罐電動葫蘆
群吊倒掛電動葫蘆
爬架電動葫蘆
電動葫蘆
—— 環(huán)鏈電動葫蘆
—— 鋼絲繩電動葫蘆
—— 微型電動葫蘆
—— 防爆電動葫蘆
—— 舞臺電動葫蘆
手拉葫蘆
手扳葫蘆
吊索具
千斤頂
多功能提升機
手動液壓搬運車
爬架電動葫蘆配件
- 首頁 >
- 資訊中心 >
- 焊罐電動葫蘆焊接油罐的操作要點
焊罐電動葫蘆焊接油罐的操作要點
發(fā)布日期:2019-12-30 13:18:20 訪問量:1723焊罐電動葫蘆是油罐焊接中的常用起重設(shè)備,焊罐電動葫蘆焊接油罐的操作要點如下:
在儲罐內(nèi)部距罐壁500mm左右的同心圓上對稱均布提升柱并固定倒鏈。提升柱高4m(考慮到每節(jié)壁板高度以及倒鏈結(jié)構(gòu)尺寸)用φ273*8鋼管制成,立柱上端吊耳、底座及筋板均用δ=12mm鋼板制作。提升柱距罐壁的距離應(yīng)倒鏈與起吊吊耳基本在一條鉛垂線上為宜。立柱須保證垂直安裝,如遇罐底接觸有間隙,可用薄鋼板找平并焊牢。為防止立柱失穩(wěn),在立柱2/3高處安裝三角斜撐,鞋廠制作用φ57*4鋼管。斜撐間夾角及斜撐與罐底的夾角宜在45°-60°間。
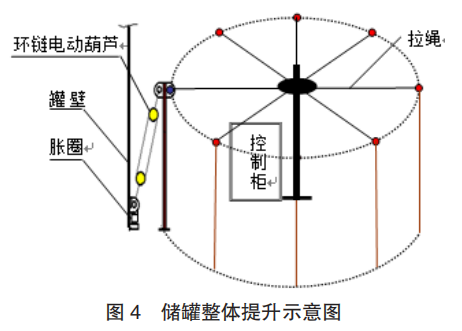
中心柱高 4m,用 φ325×8mm 鋼管制成,上部設(shè)置直徑 800 ~ 1000mm 的圓鐵板(厚度 20mm), 用以栓拉繩聯(lián)接。起吊每節(jié)罐壁時下端用成型脹圈固定,背杠用 20 槽鋼依據(jù)儲罐內(nèi)徑輥弧制成。用龍門卡具將脹圈與罐壁焊接固定。在倒鏈正下方的脹圈上焊接吊耳,操控倒鏈啟動后,通過起吊吊耳將力傳到脹圈及罐壁上,達到提升罐體的目的。環(huán)鏈電動葫蘆可同步提升,也可單獨提升調(diào)整平衡,如圖4所示。
罐壁第一節(jié)板和罐頂組裝后重量不足起吊重量一半,準備 6 套提升吊具通過罐頂開孔置入安裝,避開罐頂板拼接縫,圍上第二節(jié)壁板,開始組對,封口處留有余量并用兩臺 2t 手拉葫蘆拉緊,然后焊接縱縫。縱縫外側(cè)焊接完成,即可提升罐體。提升時適當(dāng)松動封口處倒鏈,避免起升阻力或帶起第二節(jié)壁板發(fā)生危險。
提升前檢查背杠是否壓緊,龍門卡具是否焊牢,每根提升柱斜撐是否焊接。然后環(huán)鏈電動葫蘆的倒鏈吊鉤掛在脹圈吊耳上,使拉緊程度均勻,并安排專人檢查。準備就緒后開始試提升,提升時由專人通過控制柜集中控制倒鏈同步運行。提升過程中須密切注意提升是否平穩(wěn)正常,發(fā)現(xiàn)異常應(yīng)立即停止提升,查找并消除隱患后再次開始提升。提升 500mm 左右高度時暫停,檢查提升高度是否一致,受力是否均衡,吊耳及龍門卡具焊接是否完好,提升柱有無異常,倒鏈是否同步運行等。若倒鏈不同步,則對個別倒鏈單獨控制進行調(diào)整,直至受力狀態(tài)和提升高度一致。各項檢查及處理完成后再次集中控制進行罐體提升。如無異常直至提升到所需高度。
提升到位后拉緊封口倒鏈,開始組對頂節(jié)與第二節(jié)壁板的環(huán)縫,環(huán)縫組對時可個別升降倒鏈,以調(diào)整環(huán)縫組對間隙,環(huán)縫組對后,點焊固定。當(dāng)組對至封口處左右一張板時,切割封口處壁板余量,組對封口縱縫,然后焊接封口處縱縫外側(cè)焊縫。縱縫焊接完成后然后焊接環(huán)縫。若是焊縫要求雙面焊接成型,則外口焊完后,里口清根,合格后焊接里口焊縫。里外口焊完后,自然冷卻后,撤下背杠,安裝到第二節(jié)板下端,頂緊固定,并卸下脹圈安裝到第二節(jié)板下側(cè)合適位置。安裝其余提升柱并配掛 10t 倒鏈,立柱的加固與上述相同,對應(yīng)的兩根立柱間通過中心柱用鋼絲繩拉緊。在第二節(jié)壁板外側(cè)安裝第三節(jié)板,圍板且組對完畢后。待縱縫焊好,同提升頂節(jié)壁板一樣,重復(fù)上述各項安全檢查,提升第二節(jié)壁板,然后組對第二節(jié)與第三節(jié)之間的環(huán)縫,組焊第三節(jié)封口縱縫,并焊接環(huán)縫,焊完后回落背杠和脹圈,安裝到第三節(jié)壁板下端,重復(fù)以上過程,直到安裝完罐壁整體。
<< 上一篇:低速環(huán)鏈電動葫蘆壽命試驗?zāi)壳按嬖谀男?/a> 下一篇:手拉葫蘆提升爬架安裝第一根導(dǎo)軌的方法 >>

 在線客服1號
在線客服1號